| Product Overview |
High-power industrial equipment—from large-scale municipal water pumps to heavy-duty manufacturing conveyors—demands a variable frequency drive (VFD) that can handle immense loads while delivering precise, consistent performance. Goldbell’s G500 90/110/132KW VFD is engineered to meet this challenge, merging robust construction with advanced vector control technology. Designed for equipment manufacturers, factory integrators, and automation engineers, this drive ensures stable motor operation, reduces energy costs, and minimizes downtime—making it the backbone of high-power industrial systems.
1. Industrial-Grade Build: Durability for Harsh Environments
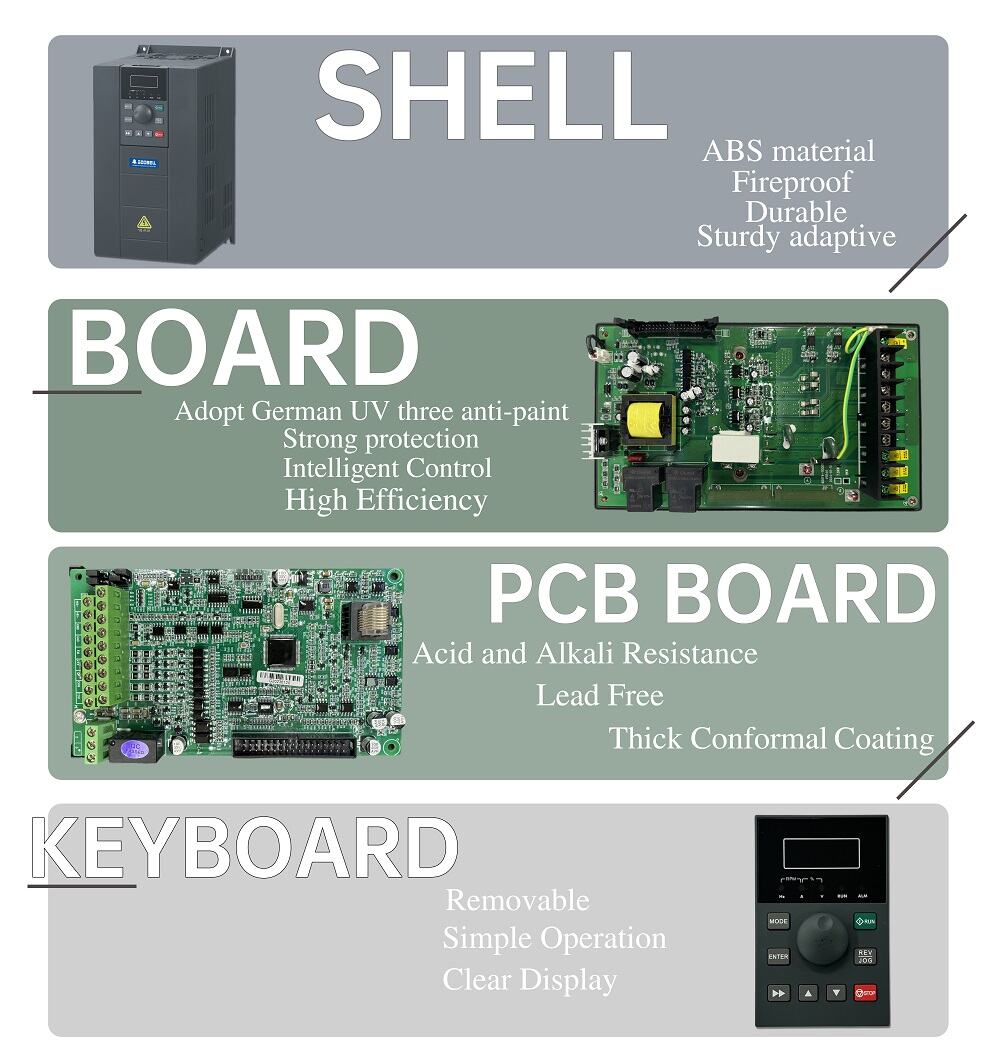
The G500’s design is built to withstand the toughest industrial conditions, starting with its robust enclosure. Adorned with Goldbell’s signature blue stripe and clear logo, the drive stands out in busy factory floors while signaling reliability. The durable casing resists high temperatures in plastic extrusion plants, humidity in food processing facilities, and dust in cement mills—ensuring consistent performance even in unforgiving settings.
Practicality complements durability. Flexible mounting options (wall-mount or cabinet installation) adapt to space constraints, whether integrating into a custom machinery setup or outfitting a large control room. For equipment manufacturers, the clean industrial aesthetic blends seamlessly with heavy-duty machinery, enhancing the value and professionalism of their end products.
2. Precision Control: Mastery of High-Power Motors
At the core of the G500’s performance is its optimized vector control algorithm, calibrated specifically for 90kW to 132kW applications. Unlike basic drives that struggle with large loads, it offers versatile control modes—V/F, vector, open-loop, and closed-loop—to match diverse equipment needs. Closed-loop control delivers pinpoint speed regulation for sensitive tasks like textile calendering lines, while vector control ensures high torque at low frequencies—eliminating stalling when starting massive mixers or grinders.
Key performance features elevate its reliability: an output frequency range of 0–600Hz enables fine-tuning for specialized machinery, while 150% overload capacity for 60 seconds handles sudden load spikes—common in booster pumps or conveyor systems—without shutdowns. Smooth acceleration and deceleration minimize mechanical stress on motors and gearboxes, a critical advantage for high-investment 132kW equipment where repair costs can be substantial.
3. Uncompromising Reliability: Minimize Downtime, Maximize Output
For high-power industrial operations, downtime is costly—and the G500 is engineered to prevent it. A multi-level protection system acts as a safety net: overcurrent (OC), overvoltage (OV), undervoltage (UV), overheating (OH), short circuit, and input/output phase loss protections shield the drive and connected motors from electrical faults and mechanical failures. This comprehensive defense is especially vital for 90–132kW systems, where component failure can halt entire production lines.
Durability is enhanced by high-quality industrial components and a built-in fan that maintains optimal operating temperatures, even during extended use. Whether installed in a hot HVAC equipment room or a dusty mining processing facility, the G500 delivers consistent performance. Its low failure rate reduces service calls, keeping critical infrastructure like municipal water pumps or factory production lines running smoothly.
4. User-Friendly & Cost-Effective: Efficiency That Boosts Bottom Lines
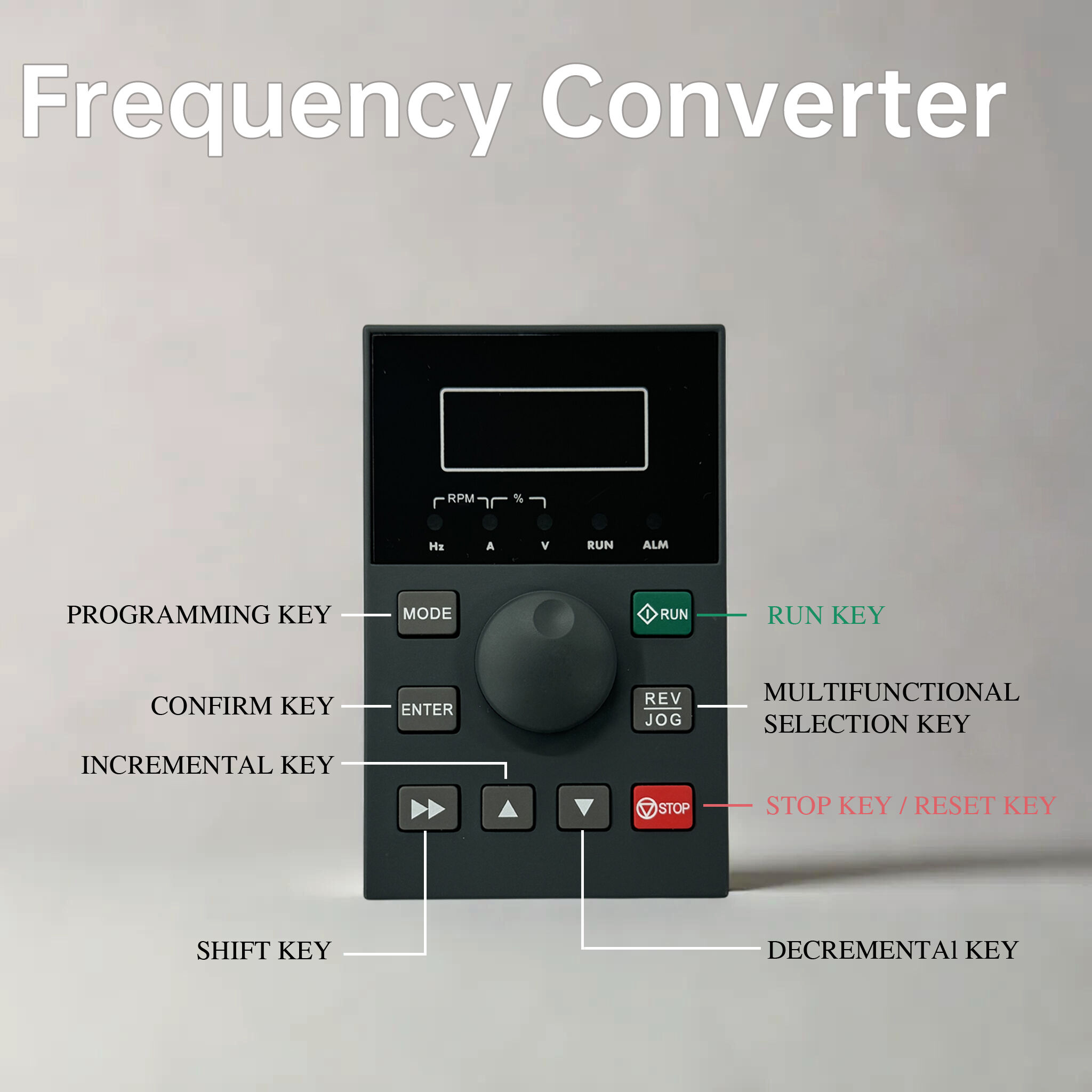
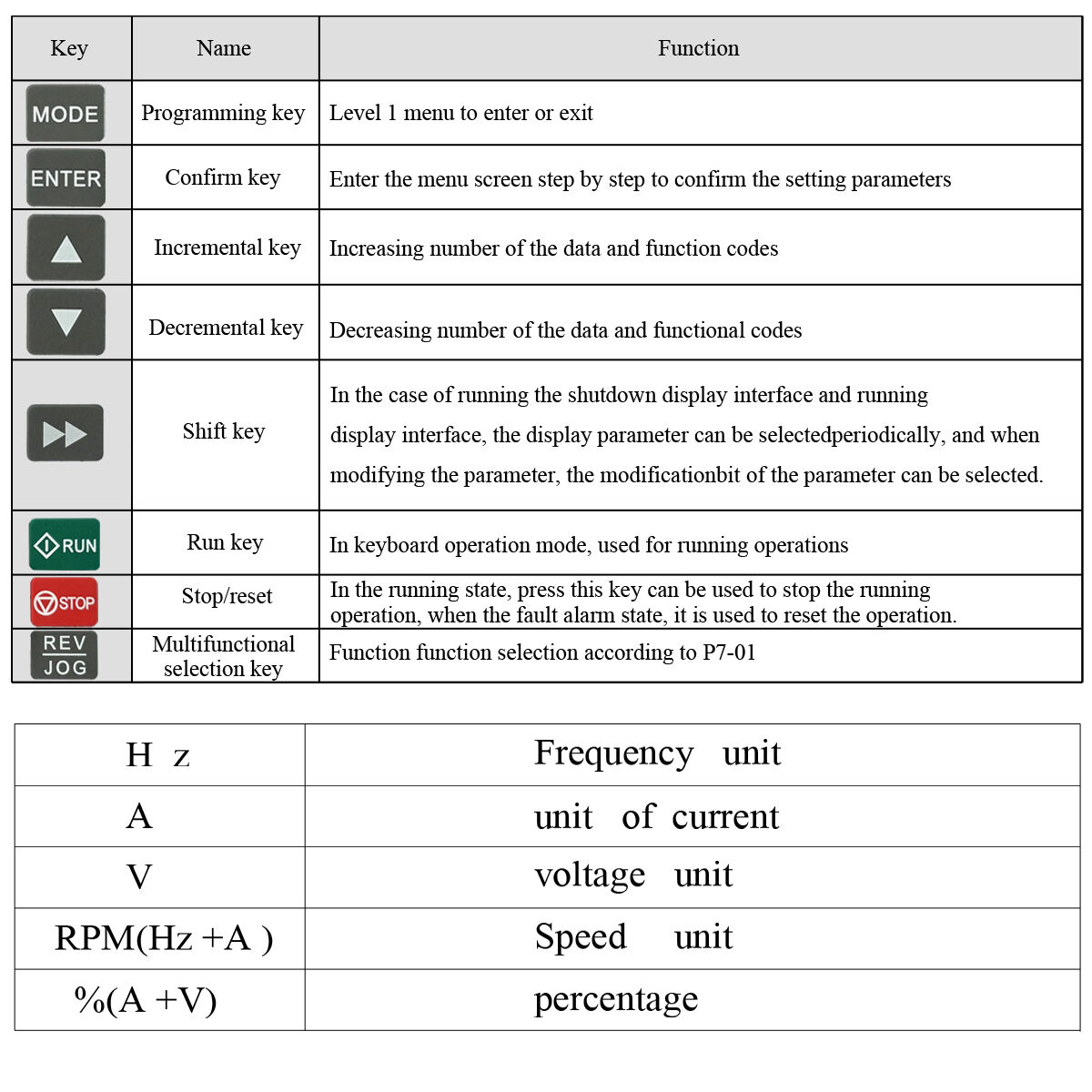
Despite its heavy-duty capabilities, the G500 prioritizes ease of use. Its intuitive LED interface and simplified parameter setup let integrators configure settings in minutes—no specialized training required. Remote monitoring and integration are seamless, thanks to RS485 (Modbus), CAN, and optional Ethernet communication, enabling central control of multiple high-power drives across a factory floor.
Cost savings are significant. Optimized motor performance reduces energy consumption by up to 35% compared to fixed-speed systems, cutting utility bills for high-use equipment like large cooling fans or circulation pumps. By reducing motor strain, the drive extends machinery lifespan by 25% or more, lowering replacement costs. Its competitive pricing and low maintenance needs make it a cost-effective choice for budget-conscious operations investing in high-power automation.
Versatile Applications: Powering Critical Industries
The G500 90/110/132KW VFD adapts to diverse high-power needs. In water systems, it regulates large supply, booster, and deep well pumps—critical for municipal water treatment facilities handling high volumes. In manufacturing, it controls heavy-duty mixers, grinders, and conveyors powering plastic, textile, and food production lines. HVAC systems rely on it to manage large cooling towers, while industrial fans benefit from its precise speed control in large warehouses.
Backed by CE and ISO9001 certifications, the G500 meets global quality standards, making it suitable for international applications. For anyone seeking reliable, precise, and cost-effective control for 90–132kW equipment, the Goldbell G500 VFD is the clear choice—delivering the power and performance that high-stakes industrial operations demand.

Model:G500
Input Voltage:220V / 380V / 480V / 690V (customizable)
Power Range:90kW / 110kW / 132kW
Control Modes:V/F control / Vector control / Open-loop / Closed-loop control
Output Frequency:0–600 Hz
Overload Capacity:150% for 60 seconds
Communication:RS485 (Modbus), CAN, optional Ethernet
Protections:OC, OV, UV, OH, short circuit, input/output phase loss
Display:LED
Cooling:Built-in industrial fan
Mounting:Wall-mount / cabinet installation
Compliance:CE, ISO9001
(G500Design Highlights)
1. Industrial Appearance
Robust enclosure
Goldbell blue stripe
Clear brand logo
2. Precise Motor Control
Advanced vector algorithms
High torque at low frequency
Smooth acceleration and deceleration
3. Industrial-Grade Reliability
Multi-level protection system
Suitable for high temperature, humidity, and dusty environments
Durable high-quality components
4. Easy to Use
Intuitive interface
Simple parameter setup
Supports remote monitoring and integration
5. Cost-Effective
Optimized motor performance
Reduces energy consumption
Extends motor and equipment lifespan
Pumps: supply, booster, deep well, circulation
Fans: ventilation, exhaust, cooling
General equipment: mixers, grinders, cutters, small conveyors
Automation production lines: plastic, textile, food, packaging
HVAC systems
Municipal water treatment
Q: Is the G500 suitable for medium-to-high power industrial environments?
A: Yes, designed with industrial-grade components for high temperature, humidity, and dusty environments.
Q: Does it support remote monitoring?
A: Yes, via RS485 (Modbus), CAN, or optional Ethernet.
Q: What maintenance is required?
A: Keep ventilation clear and remove dust periodically.
Q: Do you provide technical support?
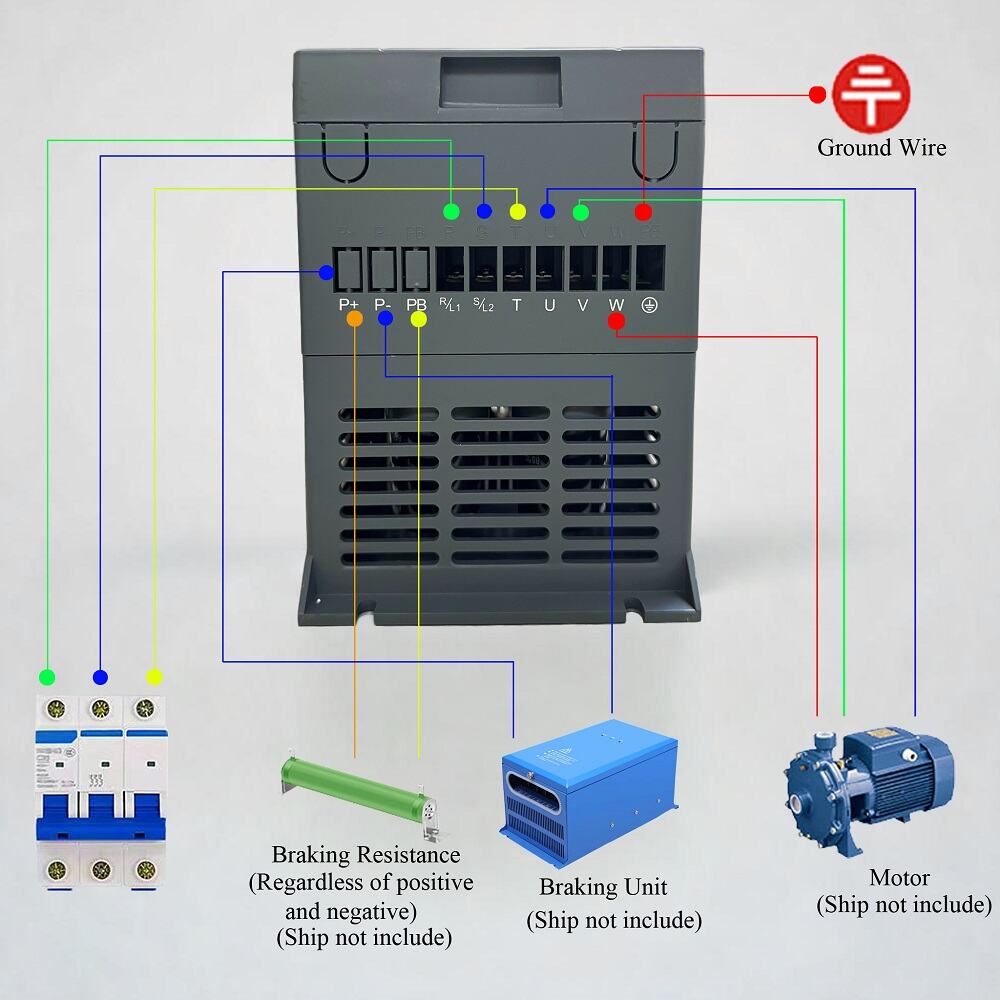
A: Yes, full online support including wiring guidance, parameter setup, and troubleshooting.
For quotations and technical details about G500Series (90 / 110 / 132 kW), contact Goldbell:
Email: [email protected]
Phone: +86 17316086390
















